


Характеристики шнеков и шнековых пар для экструдеров
24.12.2016
Читать 7 минут
10922

Все про шнеки и шнековые пары для экструдера в одной статье
Виды экструдеров по типу шнековой пары
Главным рабочим органом шнекового экструдера является шнековая пара: шнек+цилиндр.
Экструдеры классифицируются по типу и виду используемых шнеков.
Одношнековые экструдеры, как правило, имеют шнеки с постоянным диаметром, т.е диаметр шнека одинаков в его начале и конце.
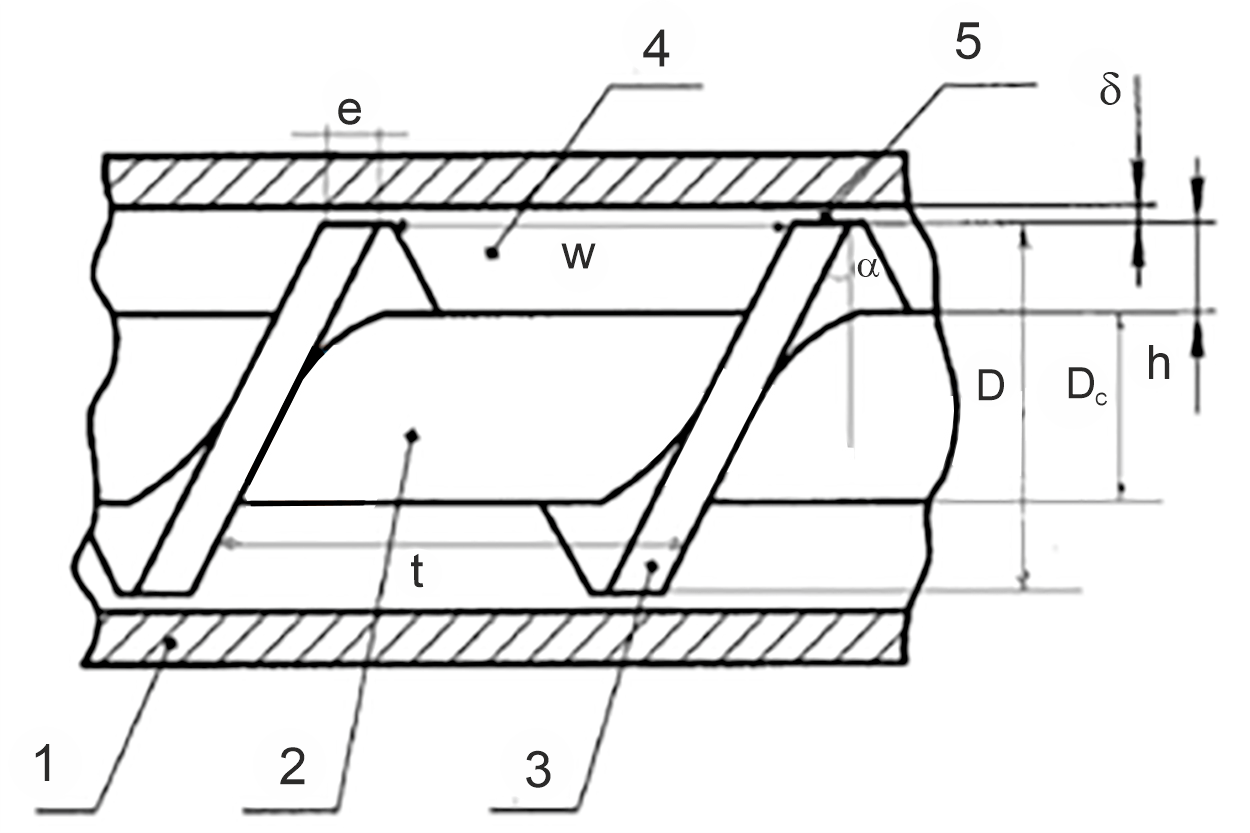
1 – цилиндр, 2 – сердечник червяка, 3 – гребень червяка,4 – стенка червяка, 5 – зазор между червяком и цилиндром.
D – диаметр шнека, Dc – диаметр сердечника, h – высота гребня, w – ширина канала, δ – зазор между гребнем и внутренней поверхностью цилиндра, t – шаг нарезки, e – ширина гребня.
Диаметром шнека (червяка) D считается значение диаметра вместе с гребнями. С диаметром червяка D связывают все остальные геометрические характеристики шнека.
Толщина витка червяка составляет 0,08-0,12D для переработки пластмасс и 0,06-0,08D для переработки резиновых смесей, шаг винтовой линии 0,7-1,5D и 0,4-0,6D соответственно
Шнековые пары экструдеров



Если говорить о многошнековых экструдерах, например, о двухшнековых конических экструдерах, то корпус, в котором вращается шнек уже нельзя назвать цилиндром с точки зрения геометрии, но термин традиционно сохраняется.

Важнейшие параметры шнеков
Геометрическая степень конверсии шнека
С точки зрения конструкции шнека важнейшим показателем для шнековых экструдеров является геометрическая степень конверсии (k), которая вычисляется как отношение объемов одного витка винтового канала в начале и в конце зоны пластикации, так как определить фактическую длину зоны пластикации затруднительно, ее можно, также рассчитывать как отношение объемов первого и последнего витка шнека.
При этом при переработке ПВХ-композиций «k», рассчитанная по второму варианту, не должна превышать -3,0, а по первому -2,5.
В случае конструкции шнека с постоянной шириной канала для одношнековых экструдеров:
где D1,2 и d1,2 — диаметры червяка и сердечника в первом и втором измеряемом витке соответственно.
Для двухшнековых экструдеров с параллельными шнеками и постоянной шириной канала степень сжатия «kс» рассчитывается по формуле:
где индексы 1 и 2 относятся к началу и концу участка червяков, t — шаг винтовой нарезки, i — число заходности нарезки, em — ширина гребня нарезки по среднему диаметру, k — число зацеплений, F — площадь поверхности сегмента зацепляющихся червяков, D,d — наружный диаметр шнеков и диаметр сердечника.
Диаметр шнека
Диаметр шнека (D) также является важнейшей характеристикой, определяющей производительность. Производительность любого экструдера Q является возрастающей функцией диаметра.
Промышленные низкоскоростные одношнековые экструдеры европейских производителей характеризуются диаметром 32, 45, 63, 125, 160, 200 мм (классический европейский стандарт), экструдеры азиатского региона характеризуются диаметрами 25, 30, 40, 50, 65, 75, 80, 90, 100, 120, 135, 150 мм. Экструдеры с диаметром шнека менее 32 мм по европейской классификации считаются лабораторными.
Диаметры шнеков высокоскоростных одношнековых экструдеров могут иметь значения отличные от вышеприведенных и могут варьироваться от 25 до 250 мм в зависимости от требуемой производительности и вида перерабатываемого материала, в этом случае производители не придерживаются общепринятого стандарта.
Часто используемыми типоразмерами высокоскоростных одношнековых экструдеров с «прямым» приводом являются диаметры 20, 30, 45, 60, 70, 72, 90, 100, 130 мм
Двухшнековые экструдеры с параллельными и коническими шнеками также жестко не привязаны к определенному типоразмеру по диаметру шнеков.
Для параллельных шнеков существуют типоразмеры: 30, 52, 66, 72, 75, 87, 90, 107, 115, 116, 125, 126, 130, 158, 170 мм.
Азиатские производители указывают как диаметр конуса шнека на начале, так и в конце например, 51/105, 65/132, 80/156, 92/188.
Шнеки и шнековые пары
Длина шнека
Длина шнека L является не менее важной характеристикой, чем диаметр. Длина шнека выражается как кратная диаметру. От длины шнека зависит прежде всего смесительный эффект, эффективность пластикации и гомогенизации, чем длиннее шнек, тем смесительный эффект лучше.
Однако при увеличении длины шнека возрастает вероятность его изгиба под действием продольных и радиальных нагрузок, что в критической ситуации может привести к его (их) поломке.
Длина шнеков варьируется в пределах (15-40) D в зависимости от типа экструдера и вида перерабатываемого материала.
С ростом длины шнека практически линейно растет мощность, необходимая для работы электропривода экструдера.
Конструктивно шнеки могут отличаться
Техническим решением для создания сжатия
Шнеки одношнековых экструдеров и двухшнековых экструдеров с параллельными шнеками могут быть выполнены либо с переменной уменьшающейся от начала до конца шириной канала (переменная нарезка), либо с постоянной глубиной канала, но с возрастающим диаметром сердечника (постоянная нарезка), либо может быть использован и тот и другой технический прием.
Наибольшее распространение получили шнеки с постоянной нарезкой в связи с их меньшей стоимостью и относительной простотой изготовления.
Исполнение шнековой пары конических двухшнековых экструдеров в виде сходящегося конуса также является техническим решением для создания сжатия.
Наличием или отсутствием термостатирования
Как уже отмечалось в рабочем диапазоне температур сила адгезии полимера к металлу, определяющая силу трения является возрастающей функцией температуры. Поэтому, поскольку соотношение сил трения материала о стенку цилиндра и поверхность шнека определяют производительность процесса, за счет регулирования температуры шнека можно добиться высокой производительности, хорошего смесительного эффекта, а избежать местных перегревов и оперативно вмешиваться в технологический процесс в случае возникновения внештатных ситуаций связанных с температурным режимом экструзии.
Количеством каналов для течения расплава (заходностью)
Преимуществом двухзаходного шнека является сравнительно лучший смесительный эффект, более высокая производительность, а также снижение продольной нагрузки в направлении экструзии, что обеспечивает его более высокий срок службы. Характерной особенностью многозаходных шнеков является малая толщина пленки расплава на стенке цилиндра, что улучшает теплопередачу.
Шнеки двухшнековых экструдеров чаще выполняются как однозаходные.
Как заказать шнековую пару
При изготовлении шнековых пар мы используем только высококачественные марки легированных сталей. Технологический цикл по изготовлению шнековых пар находится под постоянным контролем опытных специалистов, тщательно соблюдаются все необходимые допуски по геометрическим размерам, применяются технологии обработки и упрочнения поверхности (азотирование, хромирование).
Мы готовы изготовить шнеки, шнековые пары и отдельные элементы шнеков в короткие сроки и с неизменно с высоким качеством. Оставьте заявку любым удобным способом на сайте или свяжитесь с нами по телефону 8 (800) 555-08-60.








