


Инженерный подход к PET: решаем проблему поломки шнека
26.12.2025
Читать 5 минут
76

Производство ПЭТ-преформ — одно из самых технологически требовательных направлений в литье под давлением. Высокая твёрдость материала, повышенные температуры переработки и чувствительность расплава к перегреву создают серьёзную нагрузку на узел пластикации.
Почему ломаются шнеки при литье PET
Практический опыт показывает: выход шнека из строя — это не особенность работы с PET как с материалом, а следствие конкретных конструктивных и технологических ограничений оборудования. И, что важно, эти ограничения можно устранить инженерными решениями.
Перегрузка узла впрыска: главная причина отказов
В большинстве случаев разрушение шнека связано не с качеством самого металла, а с его работой под перегрузкой. При переработке PET узел впрыска испытывает высокий крутящий момент и осевые нагрузки. Если конструкция недостаточно жёсткая, это со временем приводит к появлению трещин, деформации и поломке.
Эффективным решением здесь является усиление конструкции узла впрыска. В PET-машинах нового поколения применяются утолщённые плиты узла впрыска, дополнительные поддерживающие плиты и трёхопорные системы фиксации шнека. Такая компоновка обеспечивает соосность вращения и равномерно распределяет нагрузку по всей длине шнека.
Отдельного внимания заслуживает усиленный хвостовик шнека. Он проектируется с учётом высоких нагрузок PET-материала и существенно увеличивает ресурс узла при длительной работе.
Температура и пластикация: скрытая нагрузка
Вторая ключевая причина ускоренного износа шнеков — температурный фактор. PET требует более высокой температуры переработки, чем большинство термопластов, но при этом крайне чувствителен к перегреву. Если расплав долго находится в цилиндре или прогревается неравномерно, нагрузка на шнек возрастает многократно.
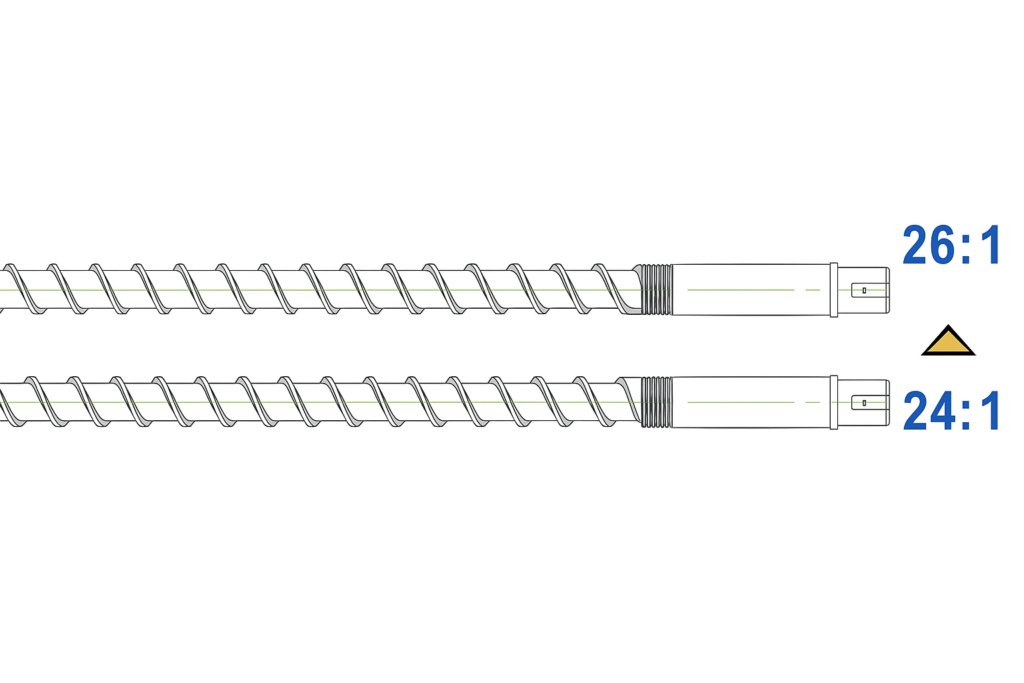
Инженерный ответ на эту проблему — применение шнеков с увеличенным соотношением L/D 26:1. Это позволяет материалу проходить больше витков, равномерно прогреваться и стабильно плавиться без локальных перегревов. Низкосдвиговая геометрия дополнительно снижает тепловую нагрузку и уменьшает выделение ацетальдегида (AA), что особенно важно для пищевой упаковки.
Важен и привод пластикации. Двигатели с высоким крутящим моментом, рассчитанные на длительную работу под нагрузкой, исключают «срывы» и нестабильность литья, характерные для стандартных станков.
Результат: пластикация становится эффективнее примерно на 30 %, а расплав — стабильнее.
Снижение тепловой нагрузки за счёт охлаждения
Дополнительный вклад в надёжность PET-машин вносит система охлаждения. В высокопроизводительных линиях с формами на 72–96 гнёзд именно температура ограничивает ресурс оборудования.
Интеграция роботов с водяным охлаждением позволяет снижать температуру преформ до 65 °C ещё до выхода из формы. Это сокращает время цикла, уменьшает тепловую нагрузку на цилиндр и снижает общее время пребывания расплава в зоне пластикации.
Какие отрасли выигрывают в первую очередь
Современные инженерные решения в PET-машинах особенно востребованы в нескольких сегментах.
В пищевой промышленности — при производстве преформ для бутылок под воду, напитки и масла — где оборудование работает практически без остановок. Здесь критичны надёжность привода, стабильность пластикации и минимальный уровень AA.
В косметической и баночной упаковке на первый план выходит не только ресурс оборудования, но и качество распределения пигмента. Шнеки с увеличенным L/D и стабильной геометрией обеспечивают равномерный цвет и высокую прозрачность готовых изделий.
Новая серия для литья ПЭТ-преформ от PowerJet
В работе с этим направлением отлично зарекомендовали себя PowerJet. В их новой серии для литья ПЭТ учтены все эти нюансы:
1. Шнек с длиной L/D 26:1
2. Усиленная хвостовая часть шнека
3. Двигатель с высоким крутящим моментом
4. Интегрированный робот с водяным охлаждением
Вывод
Поломка шнека при переработке PET — следствие перегрузок и высокой температуры. Усиление конструкции узла впрыска и продуманная система охлаждения позволяют PET-машинам работать предсказуемо, стабильно и без аварий.
Сейчас единственный официальный представитель PowerJet в России — компания «Интерпласт».







