


Производство пластиковых гофротруб
01.10.2016
Читать 5 минут
2386

Компания «Интерпласт» поставляет надежные экструзионные линии для производства пластиковых гофротруб с гофраторами и корругаторами высокого качества.
Свойства и применение гофрированных труб
Гофрированные трубы имеют преимущество перед гладкими, которое заключается в том, что они имеют более высокое значение поперечной жесткости при одной той же толщине стенки и физико-механических показателях материала трубы, что обеспечивает сохранение значение площади сечения (условного прохода) при деформациях сжатия и изгиба.
В свою очередь это позволяет:
- Экономить на относительном расходе полимерного материала, так как позволяет достичь нужных показателей по поперечной жесткости на трубах относительно меньшего диаметра.
- Использовать полимерные материалы с высокой твердостью для изготовления гибких труб, что в значительной степени расширяет область применения этих материалов.
Благодаря этим свойствам, гофрированные трубы нашли широкое применение в качестве дренажных, электротехнических труб, а также поливочных шлангов.
Кроме того, гофрированные трубы могут использоваться для капельного полива и внутренней и наружной канализации.
В качестве основных материалов для изготовления труб могут применяться различные термопласты. Наибольшее распространения получили гофротрубы на основе ПВХ (поливинлхлорида) и ПЭ (полиэтилена).

Способы получения гофротруб
Существует три способа получения гофрированных труб:
- Навивка экструзионного профиля на цилиндрическую оправку, на которой происходит процесс сварки одного слоя с другим(верхнего с нижним)
- Формование гофр с помощью вращающейся вакуумной насадки, установленной на выходе из экструзионной головки
- Формование гофр при помощи полуформ (матриц), которые синхронно перемещаются с той же линейной скоростью, что и трубная заготовка
Последний способ получил наибольшее распространение.

Экструзионные линии для производства гофрированных труб
Формование гофр
В свою очередь, формование гофр по последнему способу может достигаться двумя путями:
- раздувом трубной заготовки изнутри избыточным давление воздуха,
- раздувом трубной заготовки за счет вакуума создаваемого в замкнутом объеме, образующемся при смыкании матриц.
При формовании гофр тем или иным способом соответственно используются разные конструкции гофраторов и оснастки.
Все гофраторы состоят из двух движущихся контуров матриц, расположенных в одной вертикальной или в одной горизонтальной плоскости, матрицы закрепляются на специальной цепи.
При раздуве трубной заготовки при помощи избыточного давления (Рис.1) удлиненная матрица (сопло) входит в пространство между двумя рядами движущихся матриц, область избыточного давления обеспечивается за счет установленной на длинном держателе пробки, предотвращающей выход воздуха из внутреннего пространства трубной заготовки по всей длине формуемого участка.
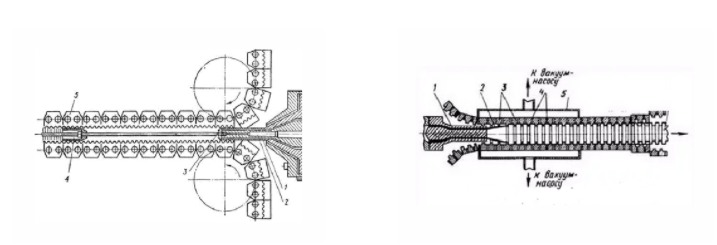
Рис.1. Гофрирование при помощи Рис.2. Гофрирование при помощи вакуума
избыточного давления 1-трубная головка, 2-трубная заготовка,
1-матрица, 2-дорн, 3-отверстия для 3-полуформы, 4-вакуумные каналы, 5-камера для вакуумирования.
выхода воздуха, 4-пробка, 5-полуформа
В процессе гофрирования при помощи вакуума (Рис.2) в области формования гофр создается разряжение, при этом обеспечивается прилегание стенок трубной заготовки к формующим поверхностям матриц и формование гофр.
Отформованные в матрицах гофры сохраняются при дальнейшем охлаждении, которое осуществляется также различными способами воздухом или водой, путем прямого впрыска или через теплопередающие поверхности.
Схема производства гофрированных дренажных труб
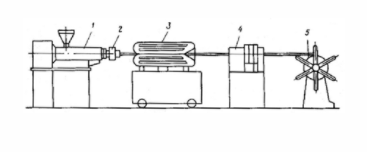
Рис.3 Принципиальная схема производства гофрированных дренажных труб
1 – экструдер, 2 – формующая головка, 3 – гофратор, 4 – перфоратор, 5 – намоточное устройство
Вы можете заказать поставку оборудования для производства гофрированных труб различного диаметра и назначения у наших специалистов с опытом в полимерной отрасли более 10 лет. Обеспечим производственный процесс необходимым смесительным и другим необходимым оборудованием, разработаем рецептуры, осуществим наладку, обучим персонал.









