30.04.2025
Читать 9 минут
253

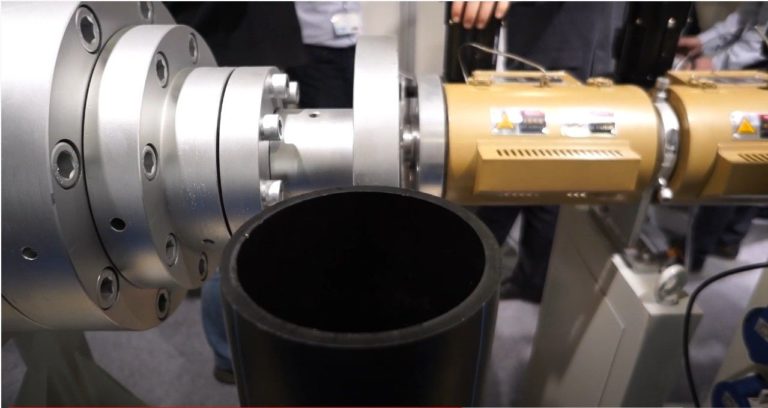
Автоматизация полимерных производств: оборудование и эффективность
Современные полимерные производства сталкиваются с рядом вызовов: нехватка квалифицированных кадров, высокие издержки, брак продукции и простои оборудования. Решением этих проблем может стать автоматизация — внедрение роботизированных систем, машинного зрения, MES-систем и других технологий.